

Insertos Alisadores

O que é um Inserto Alisador?
O inserto alisador possui as seguintes características:
1) foi projetado com uma aresta alisadora que está localizada próxima ao raio da ponta;
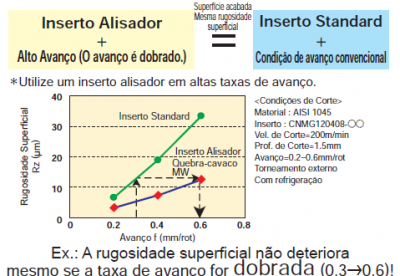
2) Em comparação às geometrias de aresta convencionais, a superfície acabada não deteriora mesmo se a taxa de avanço for dobrada;
3) Usinando em altas taxas de avanço melhora a eficiência de corte.
Ao usar o Inserto Alisador você estará:
Melhorando a Rugosidade da Superfície Acabada - sob as mesmas condições de corte que os quebra-cavacos convencionais mas com a taxa de avanço aumentada, o acabamento superficial da peça pode ser melhorado.
Melhorando a Eficiência - As altas taxas de avanço não só reduzem os tempos de corte como também permitem realizar o desbaste e o acabamento com uma única ferramenta.
Aumentando a Durabilidade da Ferramenta - Quando uma alteração para altas taxas de avanço é feita, o tempo necessário para usinar uma peça é menor e dessa maneira, mais peças podem ser usinadas com cada inserto. Somado a isso, o alto avanço previne o atrito, retardando a progressão do desgaste e aumentando a vida útil do inserto.
Melhorando o Controle do Cavaco - Sob altos avanços, os cavacos geralmente se tornam mais espessos e mais fáceis de serem quebrados, dessa maneira, seu controle é melhorado.
Combinando um Inserto Alisador + Usinagem em Altos Avanços você ganha:
-Tempo de usinagem reduzido (por peça)
-Aumento do número de peças (por período de tempo definido)
-Aumento do controle de cavaco
Combinando um Inserto Alisador + Usinagem com Avanço Convencional você ganha:
-Eliminação da operação de acabamento (operações separadas de desbaste e acabamento vira uma operação única).
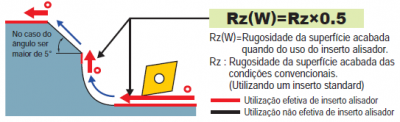
Cálculo estimado de rugosidade da superfície acabada quando se utiliza o inserto alisador
==> O efeito alisador na usinagem externa, interna e em face (Na usinagem com o raio R ou ânguylo maior que 5o, a rugosidade superficial será equivalente à usinagem com inserto standard).
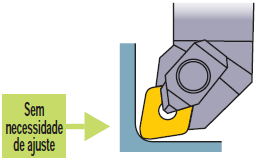
A utilização dos tipos CNMG - WNMG - CCMT não requer atenção especial
Sem restrição de suporte - um suporte standard pode ser utilizado (uma ferramenta de dupla fixação e alta rigidez é recomendada)
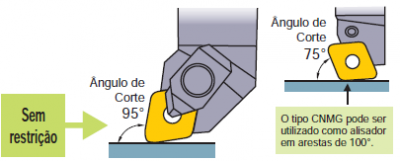
Não é necessário o ajuste no Programa da Máquina - programas convencionais podem ser utilizados (os tipos CNMG - WNMG - CCMT são baseados no sistema ISO/ANSI)
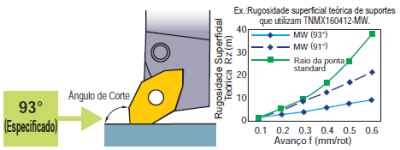
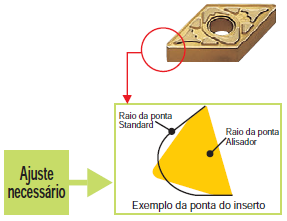
A utilização dos tipos DNMX - TNMX exige atenção especial devido às geometrias de face especiais
Restrição para Suportes - Utilizar um suporte com ângulo de corte 93o para a melhora da eficiência do alisador. Um suporte com ângulo de corte 91o pode melhorar um pouco a eficiência do alisador (veja a figura a seguir), porém não há a eficiência do alisador com outro ângulo de corte (60o, 90o, 107o, etc)
Necessidade de ajuste do Programa da Máquina - Ajuste o programa caso ocorram erros de usinagem (Os tipos DNMX - TNMX não são baseados no sistema ISO/ANSI).
Ajuste do programa da máquina para os tipos DNMX - TNMX
Processo Básico: ajuste o eixo Z e o eixo X / Ajuste da diferença nos eixos Z e X em relação a um inserto standard.
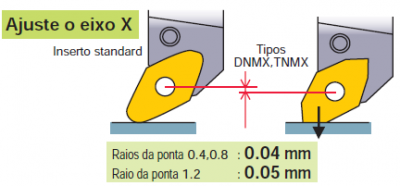
Ajuste do eixo Z

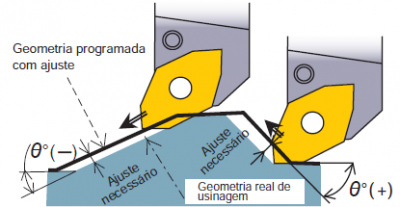
A) Corrigindo uma seção cônica - Necessário para obter a geometria desejada. Corrija a trajetória nas seções cônicas.
Nota: Apenas nos casos onde o valor indicado na tabela abaixo ("Ajuste em seções cônicas") for negativo (& = 60o - 70o), efetuar aproximação (invasão) em relação à peça.
Ajuste em seções cônicas (mm)

B) Corrigindo a programação de raios - Assim como nas seções cônicas, nas seções de raio deverá ser programada a correção da trajetória (*Necessário para manter o raio correto da peça).
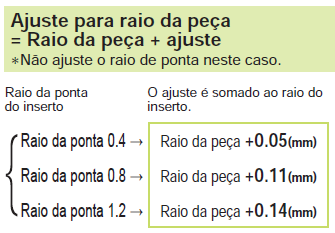
Ajuste para raio da peça = Raio da peça + ajuste (*Não ajuste o raio de ponta neste caso).
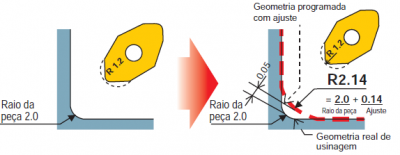
Exemplo: No caso de usinar R 2.0 quando utilizar um inserto com raio R 1.2
Método de Fácil Correção
Correção do raio do inserto - Não é necessário o ajuste do programa da máquina, mas podem ocorrer erros de até +/- 0.03mm, conforme o ajuste efetuado.
Correção do raio da ponta - Insira o valor da correção para cada raio da ponta.
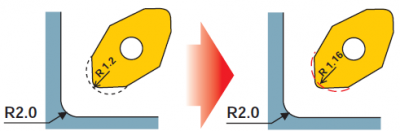
Valor do raio da ponta corrigido = Valor aproximado (*Não ajuste o programa de usinagem neste caso).
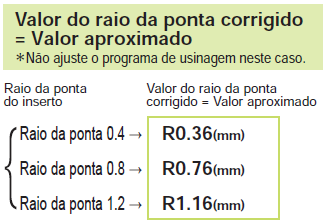
Exemplo: Usinagem de uma seção com raio de 2.0mm, utilizando um inserto com raio de ponta 1.2.
Outros: O valor da correção é o mesmo para os tipos DNMX e TNMX. Diferencie-os pelo tamanho do raio da ponta.
A cada semana temos novidades no Blog da Usinagem. Siga-nos nas redes sociais ou cadastre-se para receber nossa Newsletter.
Blog da Usinagem é uma iniciativa da FERRUSI, empresa pernambucana que atua como distribuidor de ferramentas de usinagem e acessórios para máquinas operatrizes e também ferramentas de metal duro MITSUBISHI MATERIALS, fresas de aço rápido, brocas, bits, bedames, pastilhas de solda, limas rotativas dentre outras.
Contatos:
Fones: (81) 3441-6072 / 3269-5759
WhatsApp: +55 81 8629-6979 (clique e fale)
e-mail: ferrusi@ferrusi.net
Website: www.ferrusi.net
Facebook: Facebook.com/FerrusiUsinagem
Instagram: Instagram.com/ferrusiusinagem
Link da Mat�ria Original: http://www.ferrusi.net/blog-da-usinagem
Autor: Blog da Usinagem
Data de Publica��o: 28/10/2019
Esta not�cia j� foi visualizada 2589 vezes.
Coment�rios
Deixe um coment�rio