

Terminologia das brocas e características de Usinagem
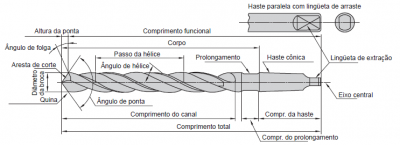
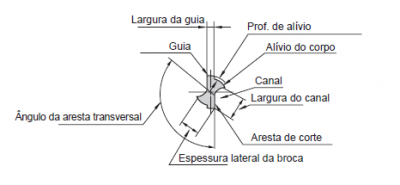
Nome das partes de uma broca
Veja nas imagens abaixo as nomenclaturas utilizadas no que diz respeito a uma broca:
Especificação de formato e características de Usinagem
Ângulo de Hélice
É a inclinação do canal conforme a direção axial da broca que corresponde ao ângulo de saída. O ângulo de saída de uma broca varia conforme a posição da aresta de corte e diminui bastante conforme a circuferência atinge o centro. A aresta transversal possui ângulo de saída negativo que esmaga o material.
| Material de alta dureza |
Ângulo de saída <== ==> |
Material de baixa dureza |
| PEQUENO | GRANDE |
Comprimenteo de Canal
É determinado pela profundidade do furo, comprimento do mancal e reafiação. Devido à grande influência sobre a vida útil da ferramente, é necessário minimizá-lo.
Ângulo de Ponta
Em geral, o ângulo é 118o mas varia conforme as aplicações.
| Material de baixa dureza e boa usinabilidade |
Ângulo de ponta
<====> |
Para materiais duros e usinagem de alta eficiência |
| PEQUENO | GRANDE |
Espessura do núclio
É um elemento importante que determina a rigidez e a expulsão de cavaco de uma broca. A densidade do centro varia conforme as aplicações.
|
Baixo esforço de corte Baixa rigidez Boa expusão de cavacos Material de boa usinabilidade |
Espessura do núcleo
<== ==> |
Alto esforço de corte Alta rigidez Expulsão de cavacos ruim Material de alta dureza, furo passante, etc |
| PEQUENO | GRANDE |
Guia
A ponta determina o diâmetro da broca e suas funções, como uma broca guia durante a usinagem. A largura da guia é determinada confome a fricção durante a usinagem do furo.
| Baixo atrito |
Largura da Guia <== ==> |
Boa precisão |
| PEQUENA | GRANDE |
Conicidade
Para reduzir o atrito com a parede interna do furo usinado, a broca possui uma leve redução no diâmetro, a partir da ponta em direção à haste. Geralmente é representado pelo montante da redução no diâmetro em relação ao comprimento do canal, que é aproxumadamente 0.04 - 0.1mm. Estes valores podem ser maiores no caso de brocas de alta eficiência e na usinagem de materiais que tendem a fechar o furo.
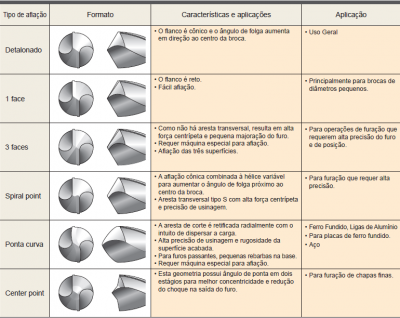
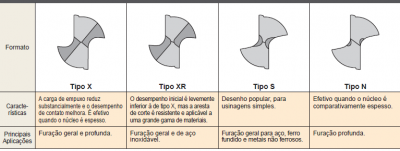
Geometria da aresta de corte e seus efeitos
Como mostrado na tabela abaixo, é possível selecionar a geometria da aresta de corte mais adequada para cada aplicação. Com isto, maiores eficência de usinagem e precisão do furo podem ser obtidos.
Formato das arestas de corte
Redução da aresta transversal (adegalçamento)
Quanto mais próximo ao centro da broca, o ângulo de sáida da aresta de corte torna-se manor, tornando-se um ângulo negativo na aresta transversal. Durante a furação, o centro da broca esmaga o material, gerando 50 - 70% do esforço de corte. A redução da areesta transversal é muito efetiva para reduzir o esforço de corte, remover os cavacos gerados na aresta transversal e melhorar o contato inicial.
Terminologia das brocas e características de usinagem
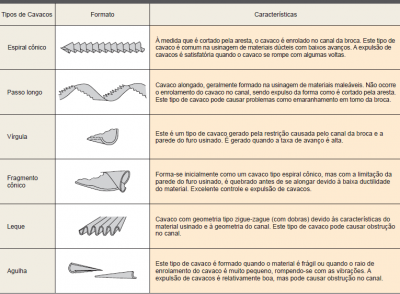
Cavacos de furação
A cada semana temos novidades no Blog da Usinagem. Siga-nos nas redes sociais ou cadastre-se para receber nossa Newsletter.
Blog da Usinagem é uma iniciativa da FERRUSI, empresa pernambucana que atua como distribuidor de ferramentas de usinagem e acessórios para máquinas operatrizes e também ferramentas de metal duro MITSUBISHI MATERIALS, fresas de aço rápido, brocas, bits, bedames, pastilhas de solda, limas rotativas dentre outras.
Contatos:
Fones: (81) 3441-6072 / 3269-5759
WhatsApp: +55 81 8629-6979 (clique e fale)
e-mail: ferrusi@ferrusi.net
Website: www.ferrusi.net
Facebook: Facebook.com/FerrusiUsinagem
Instagram: Instagram.com/ferrusiusinagem
Link da Mat�ria Original: http://www.ferrusi.net/blog-da-usinagem
Autor: Blog da Usinagem
Data de Publica��o: 14/10/2019
Esta not�cia j� foi visualizada 3127 vezes.
Coment�rios
Deixe um coment�rio