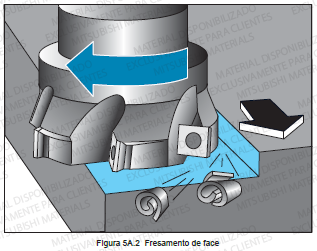
Fresamento de face
Fresas de Facear
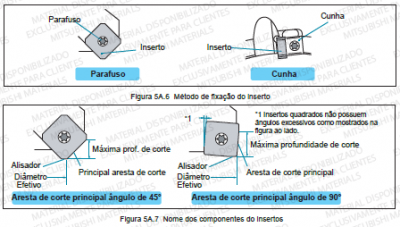
Um dos principais aspectos ou características das fresas de facear é que estas geralmente existem em diâmetros grandes e com muitas arestas de corte. Isto ocorre para garantir efetivamente e eficientemente a usinagem de superfícies planas ou de faces. No passado usavam-se ferramentas soldadas, mas devido ao atual foco na redução dos custos das ferramentas de corte, melhor precisão na usinagem, uso de insertos indexáveis com fixação por cunhas e por parafusos é o mais comum nas fresas de faceamento.
Existem vários tipos de fresas de facear. A escolha da fresa correta é de acordo com a dureza do material, profundidade do corte e a geometria desejada na usinagem.
Métodos de usinagem
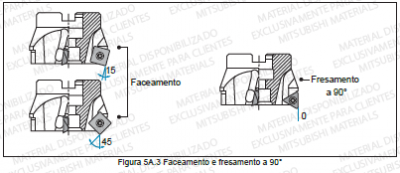
Faceamento e fracionamento a 90°
Fresas de facear são divididas em dois grupos. Existem fresas de faceamento cujo ângulo de posição é diferente de 90° e as de fresamento a 90°, cujo ângulo de posição é igual a 90°. A seleção da ferramenta depende do método de usinagem ou do tipo de aplicação a ser realizado.
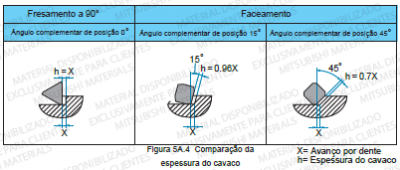
Se um ângulo reto (90°) é exigido, então usa-se o fresamento a 90°. Quando se realiza uma usinagem que não exige um ângulo reto, então a fresa de faceamento é a mais apropriada. Isto ocorre pois com a mesma profundidade de corte e avanço por dente, a fresa de faceamento, com um pequeno ângulo de posição, desenvolve cavacos mais finos e, com isso, o impacto é reduzido quando as arestas entram em contato com o material.
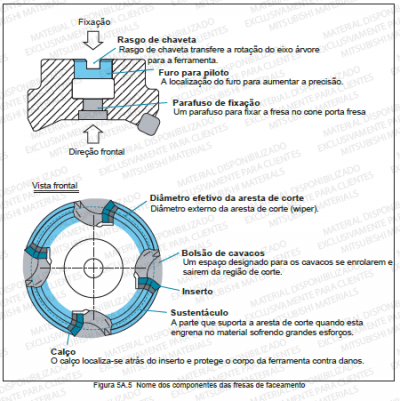
Nomes dos componentes
Componentes das fresas de facear
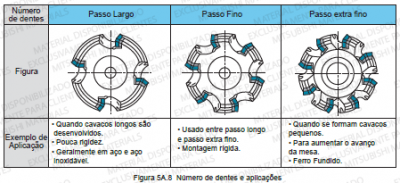
Número de dentes
Aumentando o número de dentes em uma fresa de facear, é possível melhorar a eficiência da usinagem. Contudo, isto aumenta a resistência de corte e a potência para realizar a usinagem.
Fresamento discordante e concordante
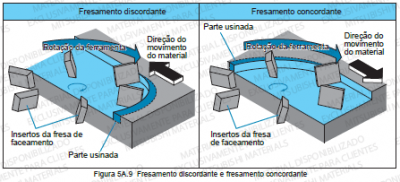
Fresamento discordante é um método de usinagem em que a direção da rotação da fresa e a direção do avanço do material são opostas. Fresamento concordante é o oposto do fresamento discordante. A direção da rotação da fresa e a direção do avanço do material são as mesmas. Quando se realiza o corte central, tanto discordante quanto o concordante são simultaneamente conduzidos. Sendo assim um lado da linha de centro será fresamento discordante e o lado oposto será o fresamento concordante.
Cada método a ser usado vai depender da máquina e da fresa de facear selecionada. Geralmente usinagem concordante oferece maior vida útil do que usinagem discordante.
Insertos Alisadores (Wiper)
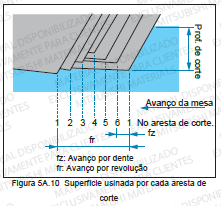
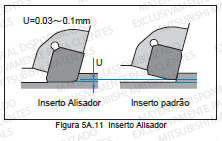
É difícil garantir que todos os insertos que se encaixem na fresa de facear têm precisamente a mesma altura da aresta de corte. Assim, como mostrado na figura 5A.10, podem ocorrer degraus na superfície usinada.
Para prevenir esse problema, pode ser usado insertos alisadores. Um inserto alisador é preparado para ter a base acima de 0.03mm até 0.1mm em relação aos outros insertos. Então, o inserto alisador pode usinar a face com degraus que foram deixados pelos insertos padrão. Desta maneira a superfície acabada fica completamente livre dos degraus.
O comprimento da aresta de corte de um inserto alisador deve ser maior do que o avanço por rotação de uma fresa de facear. Isto é para garantir que todos os degraus sejam removidos. Entretanto, se a aresta de corte do inserto alisador for muito longa isso pode resultar em vibrações durante a usinagem. Geralmente um inserto tipo wiper é encaixado em uma fresa de facear. Contudo se o diâmetro da fresa for muito grande ou avanço por volta for maior que o comprimento da aresta alisadora, então, dois ou mais insertos tipo wiper podem ser encaixados na fresa.
Passo diferencial
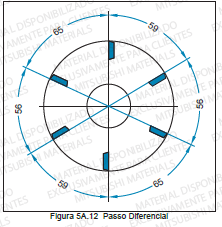
O termo passo diferencial é usado para descrever um processo em que as arestas de corte de uma fresa de facear são propositalmente projetadas em passos irregulares. Podemos ver um exemplo na figura 5A.12
Por exemplo, uma fresa de facear com 6 dentes possui ângulos reguladores de 60° entre cada aresta. Já nas fresas com passo diferencial, os ângulos são 65°, 56°, 59°, 65°, 56° e 59°. A razão para as arestas de corte serem projetadas com passo diferencial é amortecer as vibrações durante a usinagem.
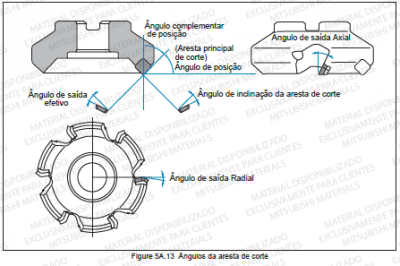
Ângulo de saída
O ângulo de saída é um fator importante para determinar agudez da aresta de corte e a direção do fluxo de cavacos. A figura 5A.13 mostra os tipos de ângulos de uma fresa de facear.
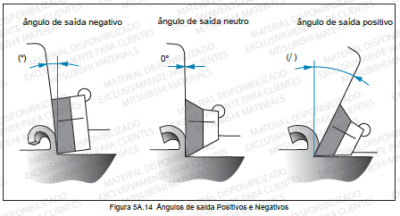
Qualquer dos ângulos de saída (ângulo de saída radial, ângulo de saída axial, ângulo de saída efetivo e ângulo de inclinação da aresta de corte) sendo positivo (+) ou negativo (-) são determinados através da inclinação da aresta de corte. Isso pode ser observado na figura 5A.14.
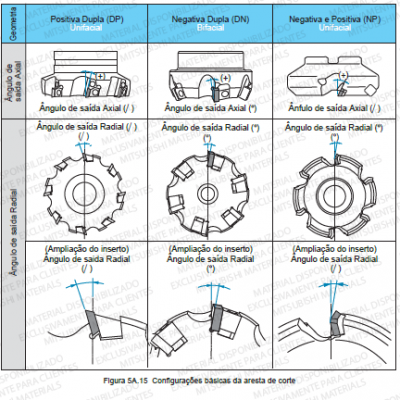
A combinação do ângulo de saída em uma direção radial e o ângulo de saída em uma direção axial produz quatro configurações básicas de uma aresta de corte.
Entre eles existe um tipo de aresta DP (aresta tipo duplo positiva), onde tanto o ângulo de saída radial quanto ângulo de saída axial são positivos. Esta configuração gera uma aresta de corte com mais agudez. Existe também o tipo de aresta DN (aresta tipo dupla negativa) onde tanto o ângulo de saída radial quando quanto o ângulo de saída axial são negativos e oferece arestas de corte com alta resistência mas pouca agudez.
Note, entretanto, que otipo de aresta PN não é colocado em prática.
ANOTE PARA NÃO ESQUECER...
Para ângulos de 90° usamos fresas de faceamento a 90°, e para outros tipos uso usamos fresasde fraceamento.