Insertos

Os insertos ou pastilhas intercambiáveis são usados como arestas de corte para ferramentas, tais como suportes para torneamento e fresas de Facear, no caso de fresamento.
A geometria, a tolerância, as dimensões e a terminologia do inserto são baseados na norma ISO. Outros países como os Estados Unidos (ANSI) e o Japão (JIS, CIS) tem os seus próprios padrões, mas são todos baseados na norma ISO.
Geometria dos insertos e aplicações
Geometria dos insertos
Terminologia do Inserto
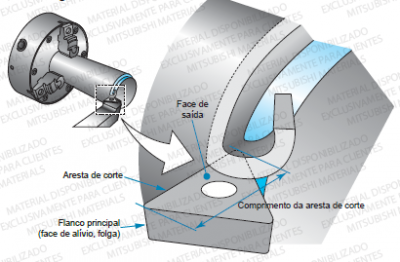
Aresta de corte, comprimento da aresta de corte:
Esta é a parte do inserto que realmente corta o material. O comprimento da aresta de corte é a extensão da parte cortante.
Face de saída:
Esta é a face do inserto que fica em contato com a peça quando usinada. Os cavacos atritam-se com esta face ou por ela deslizam ao se desprender da peça durante a usinagem.
Flanco principal (face do alívio, folga):
Esta é a face ou lado do inserto em que é dado uma folga ou alívio para evitar o contato com a peça enquanto é usinada.
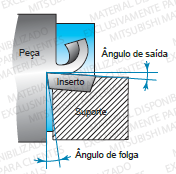
Ângulo de saída:
Este é o ângulo entre um plano perpendicular à superfície usinada e face de saída do inserto no ponto de contato.
Ângulo de folga (ângulo de alívio):
Este é o ângulo entre a superfície usinada e o flanco principal do inserto. O ângulo de folga impede o contato do flanco principal do inserto com a peça.
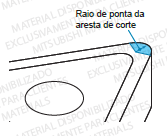
Raio de ponta de aresta de corte:
O raio de ponta da aresta de corte é o termo usado para representar o raio do canto do inserto, sobre a face de saída.
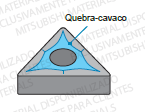
Quebra-cavaco:
O quebra-cavaco é uma combinação de sulcos e pontos na face de saída do inserto. A sua função é quebrar os cavacos gerados durante a usinagem e controlar a direção do seu fluxo.
Preparação de aresta (Honing):
Esta é uma operação realizada para manter e melhorar a resistência da aresta de corte.
Círculo inscrito:
Representa o círculo dentro do inserto que tangencia todas as arestas de corte.
Aplicações conforme a geometria
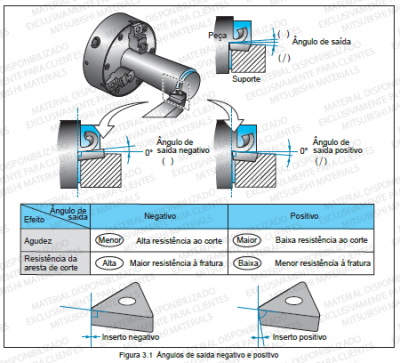
Influência do ângulo de saída
A aresta de corte possui vários ângulos, mas aquele que mais afetam ou determinam sua agudez é ângulo de saída. Este é um ângulo formado entre o plano perpendicular à superfície usinada e a face de saída do inserto. O ângulo de saída tem grande influência sobre a resistência ao corte durante a usinagem.
Ângulo negativo é um termo usado para descrever um ângulo de saída que é negativo. Neste caso, geralmente são usados insertos negativos. Portanto o ângulo entre a face de saída e o flanco principal é de 90°. Podem ser utilizados ambos os lados de um inserto negativo.
Da mesma forma, ângulo positivo é um termo que descreve um ângulo de saída que é positivo. Geralmente são usados insertos positivos neste caso. Assim, o ângulo entre a face de saída e o flanco principal é menor que 90°. Apenas um dos lados de um inserto positivo pode ser utilizado.
Os insetos positivos com um ângulo de saída negativos não são usados com muita frequência. E, exceto em casos especiais, como no caso dos suportes para torneamento interno de diâmetro reduzidos.
Influência do ângulo de folga (ângulo de alívio)
O ângulo de folga é o ângulo formado entre a superfície usinada da peça e o flanco principal do inserto. O ângulo de folga tem sua importância na medida em que este previne o contato entre a peça e o inserto. Em geral, para torneamento externo de aço e ferro fundido, o ângulo de folga é de aproximadamente 5° a 6°. Para usinagem de metais leves não-ferrosos, como a liga de alumínio, geralmente é usado um ângulo de 10°. Aumentando o ângulo de folga, o desgaste frontal passa a ser menor. Por outro lado, isso torna a aresta de corte menos resistente.
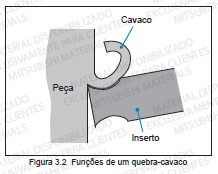
Funções do quebra-cavaco:
O quebra-cavaco tem duas funções principais: melhorar a propriedade de controle de cavacos e reduzir o esforço de corte.
Os quebra-cavacos são usados para partir os cavacos em comprimentos adequados, impedindo que os mesmos se enrosquem e fiquei emaranhados em torno do suporte. O resultado disto é uma redução dos danos causados à ferramenta e menor tempo de usinagem. Além disso, dependendo da geometria do quebra-cavaco, o esforço de corte pode ser reduzido. Quando isto ocorre, é possível evitar microlascamentos e fraturas da aresta de corte, causado pelas vibrações. Com a redução do esforço de corte, também é reduzida a carga sobre a aresta de corte, o que diminui o calor gerado durante a usinagem. Em consequência, a vida da ferramenta pode ser prolongada, já que o seu desgaste é retardado.
É preciso selecionar o quebra-cavaco que seja adequado às condições de corte.
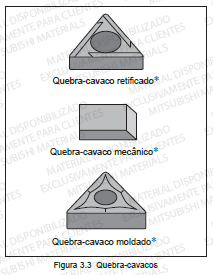
Tipos de quebra-cavacos
Tipos por geometria:
Os quebra cavacos tem formatos variados. Podem ser dos tipos retificado, mecânico ou moldado. O tipo retificado tem sua face de saída retificada. O tipo mecânico utiliza-se de uma peça que é fixada sobre a face de saída do inserto. O tipo moldados tem sulcos, covas e pontos que são moldados na face de saída do inserto.
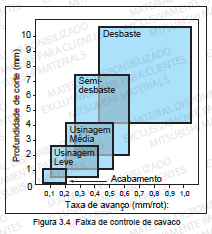
Faixas de aplicação:
É impossível para um único quebra-cavaco promover uma propriedade de evacuação efetiva de cavacos em todas as condições de corte. Conforme mostrado na figura 3.4, o formato dos quebra-cavacos varia de acordo com a profundidade de corte e a taxa de avanço. Cada operação de usinagem, seja ela desbaste, semi desbaste, usinagem média, usinagem leve ou acabamento, requer uma geometria específica de quebra-cavaco.
Portanto, é essencial selecionar o quebra-cavaco mais apropriado para cada aplicação que será realizada.
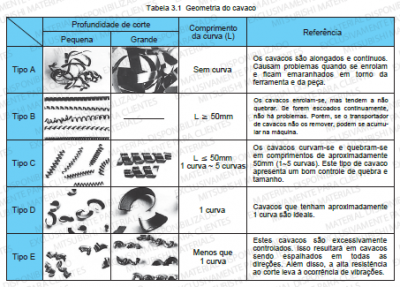
Geometria do cavaco e evacuação efetiva de cavacos
Para determinar a faixa de evacuação efetiva de cavacos para cada geometria de quebra-cavaco, o avanço e a profundidade de corte precisam ser variados. Com isso, é possível montar uma tabela como a tabela 3.1, apresentada abaixo.
Conforme mostra a tabela, a faixa efetiva de cavacos é representada pela área dos cavalos com geometria do tipo C ou D.
PARA NÃO ESQUECER…
-
Os insertos quadrados são os mais econômicos, mas não podem ser usados para usinagem em ângulo reto.
-
Os insertos triangulares são eficazes na usinagem em ângulo reto e usinagem de cópia. Porém, aresta de corte é menos resistente.
-
Os insertos romboidais 80° são usados com frequência em tornos CNC.
-
Os insertos romboidais 55° e 35° são essenciais na usinagem de cópia complexa.
-
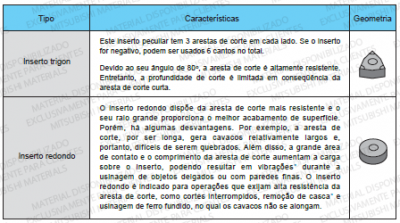
Os insertos trigon tem três arestas de corte em cada lado e são econômicos. Porém, a profundidade de corte é limitada devido a sua aresta de corte curto.
-
Os insertos redondos tem aresta de corte altamente resistente e são indicados para acabamentos devido ao seu grande raio. Entretanto, na usinagem de peças delgadas e com paredes finas, são propensos a vibrações.
-
A geometria, tolerância, as dimensões e a terminologia dos insertos são baseados na ISO.
-
Quanto mais positivo for o ângulo de saída, mais aguda se torna aresta de corte; entretanto, sua resistência diminui.
-
A medida que o ângulo de folga aumenta, o desgaste frontal diminui; porém, a aresta de corte torna-se menos resistente.
-
Os quebra-cavacos são sulcos e pontos na face de saída do inserto. Suas funções consiste em melhorar as propriedades de controle de cavacos e reduzir o esforço de corte.
-
A geometria do cavaco depende da profundidade do corte. O controle efetivo de cavacos requer a formação de cavacos espirais com comprimento de até 50mm ou com 1 a 5 curvas aproximadamente.