Tratamento superficial das ferramentas de corte
Classes com cobertura
Em 1969, foi desenvolvida a tecnologia de revestir o metal duro com materiais ainda mais duros para usar como ferramenta de corte. Quando foi introduzida a primeira cobertura, era formada por carboneto de titânio (TiC). Desde então, a tecnologia de cobertura tem sido conhecida pela sua excelente performance e tornou-se altamente usada em muitas aplicações.
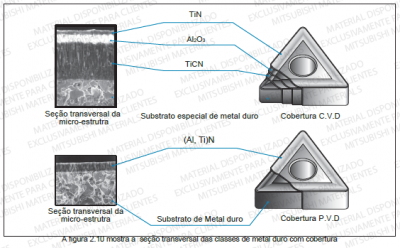
Existem dois métodos de cobertura, deposição química de vapor (CVD) e deposição física de vapor físico (PVD). Entre os materiais de cobertura incluem-se: TiC, TiN, carbo-nitreto de titânio (TiCN) e óxido de alumínio (Al2O2). A dureza das camadas de cobertura está na faixa de 2,0000HV a 3,000HV.
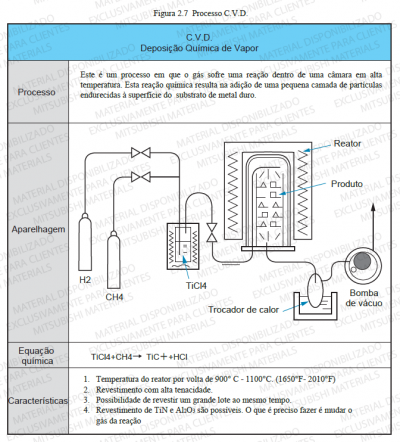
C.V.D.
Materiais duros são depositados na superfície do substrato de material duro em um reator a 900°C ~ 1100°C (1650°F ~ 2010°F).
Desde o desenvolvimento da cobertura TiC em 1969, as classes cobertas com uma única camada de TiN, TiCN e Al2O3 tem sido colocadas em prática uma após a outra. No final dos anos 70, classes com cobertura com camadas duplas e multi-camadas foram desenvolvidas. Atualmente classes multi-camadas com cobertura CVD são as principais tendências.
Para o processo CVD, é exigido um substrato especial.
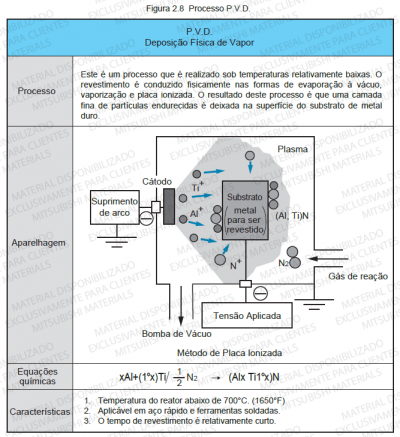
P.V.D.
Como a temperatura da cobertura PVD é mais baixa (até 700°C, 1290°F) do que no processo CVD, os danos ao substrato durante a cobertura (diminuição da resistência) são reduzidos. Então a aresta de corte pode manter a resistência. O PVD é aplicado em muitas ferramentas, inclusive em brocas, fresas de topo e ferramentas para roscas.
No passado, quase todos os materiais com cobertura PVD tinham TiN, ou TiCN. Entretanto com o rápido desenvolvimento da tecnologia de cobertura PVD, a cobertura (Al, Ti)N tornou-se o material de cobertura mais popular dos últimos anos.
Um substrato especial não é exigido. A cobertura PVD pode ser realizada em ferramentas de aço rápido, metal duro e classes de cermet.
Tratamento superficial
Oxidação:
É um método para gerar uma camada de oxidação (Fe3O4) na superfície de uma ferramenta de aço rápido já temperado, revenido e retificado em acabamento, em um reator vedado com vapor de água.
A espessura da camada da superfície de uma ferramenta com tratamento de oxidação e de 1um a 3um. A camada é bem dura e porosa. Durante a usinagem, esta camada permite o acúmulo de lubrificante e o coeficiente de atrito é reduzido. Portanto, a resistência de corte torna-se baixa e a soldagem é evitada. Este tratamento é usado em brocas de aço rápido.
Nitretação:
Nitretação é o método de endurecimento de uma superfície que produz um composto de nitrogênio super endurecido (dureza da superfície de 1,000HV ~ 1,300HV) na superfície de uma ferramenta. Este processo é realizado para aumentar a resistência ao desgaste.
Existem dois momentos de nitretação: líquida e gasosa. Devido ao custo alto e os problemas ambientais relacionados ao processo de nitretação líquida, a tendência tem sido a nitretação gasosa. Este tratamento é geralmente usado em alargadores de aço rápido.
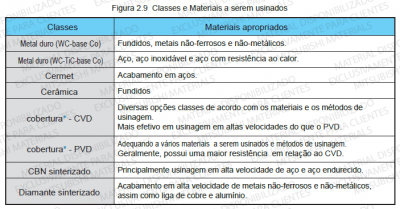
Seleção dos materiais das ferramentas
Classes e materiais a serem usinados:
Os materiais tem várias propriedades. Então é necessário escolher a classe mais adequada na hora de usinar um material. Se as ferramentas corretas não forem escolhidas e as condições de corte estiverem erradas as ferramentas serão danificados e a vida útil será reduzida.
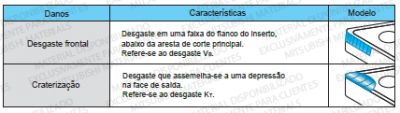
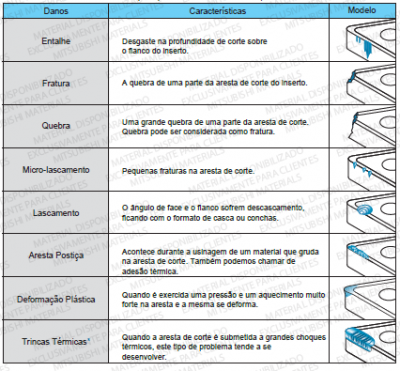
Danos aresta de corte:
Danos normais são: desgaste frontal e da face de saída ocasionados através da abrasão com o material.
Dando os anormais são: desgastes que ocorrem de repente. (É necessário escolher ferramentas corretas e definir os dados de corte para prevenir os danos anormais).
PARA NÃO ESQUECER:
-
Em 1969, a tecnologia de revestir o metal duro com materiais ainda mais duros para ser usado como ferramenta de corte foi desenvolvida. A primeira cobertura introduzida era formada de carboneto de titânio (TiC)
-
Na deposição química de vapor, a adesão da cobertura é maior e a cobertura de muitos produtos pode ser feita ao mesmo tempo.
-
A deposição física de vapor físico, pode ser aplicada em aço rápido e ferramentas soldadas. O tempo para revestir um produto é curto.