Terminologia básica de usinagem
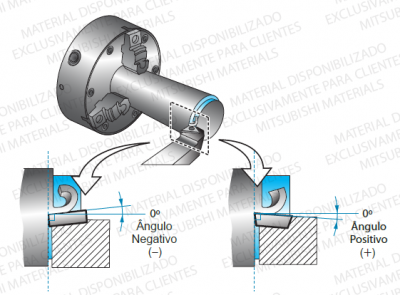
Ângulo de saída negativo: o ângulo de saída é negativo quando o ângulo de folga é igual a 0°.
Ângulo de saída positivo: um ângulo de saída é positivo quando o ângulo de folga é maior que 0°.
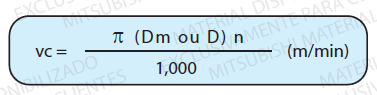
Velocidade de corte: a velocidade em que a aresta de corte usina um material.
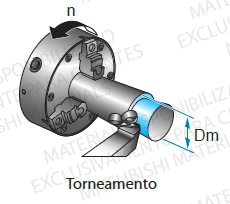
Dm (mm): diâmetro do material (torneamento)
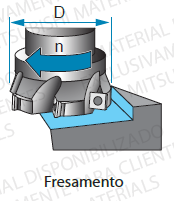
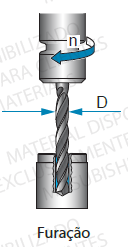
D (mm): diâmetro da ferramenta (diâmetro da frieza, diâmetro da broca)
n (min-1): Rotação do material (torneamento) rotação da ferramenta de corte (franzimento, furação)
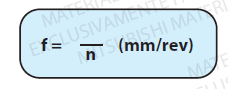
Avanço por rotação: a distância por rotação percorrida pela ferramenta.
(mm/min): comprimento do movimento da ferramenta ou do material por minuto.
n (min-1): velocidade de rotação da placa ou do eixo para o material (torneamento)
velocidade de reparação do eixo árvore para a ferramenta (franzimento, furação)
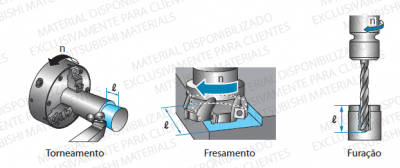
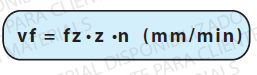
Velocidade de avanço (da mesa): a distância percorrida pelo material ou pela ferramenta por minuto (Em fresamento).
Fz(mm/dente): Avanço por dente
z: Número de dentes
n (min”): Rotação do eixo
Velocidade por dente: Distância percorrida pela frieza, dividido pelo número de dentes. (Em fresamento)
fz(mm/dente): Avanço por dente
z: Número de dentes
n (min”): Rotação do eixo
Tempo real de usinagem: tempo real de usinagem é o tempo utilizado somente na usinagem. Não inclui o tempo de preparo nem o tempo de troca da ferramenta.
Tempo de não-usinagem: tempo de não-usinagem é o tempo de preparação e o tempo de troca da ferramenta.
Usinagem contínua: usinagem continua é a condição em que aresta de corte se mantém em contato com o material e produz cavacos continuamente (principalmente quando torneando ou furando, contudo, isso pode variar conforme a geometria do material).
Usinagem interrompida: usinagem interrompida é a condição em que a aresta de corte está em contato intermitente com o material, portanto, há instantes em que não haverá formação de cavacos (principalmente em fresamento).
Corte discortante (fresamento convencional): método de usinagem no qual aresta de corte toca a peça no ponto onde a espessura do cavaco é igual a zero e, com movimento de avanço entre a mesa e a fresa, a espessura do cavaco aumenta até seu valor máximo. A rotação da ferramenta é oposta a direção de avanço.
Corte concordante: método de usinagem em que a aresta de corte toca o material na profundidade total de corte e, com a usinagem, alcança a profundidade de 0mm. A rotação da ferramenta e a direção de avanços são as mesmas.
Refrigerante: refrigerante é um lubrificante utilizado para evitar problemas de tolerância causados pelo aquecimento gerado durante a usinagem. O refrigerante também melhora as propriedades de evacuação de cavacos.
Usinagem sem refrigeração: usinagem sem refrigeração é aquela que não se usa fluido refrigerante.
Usinagem com refrigeração: com refrigeração é aquela que usa fluido refrigerante.
Ar comprimido de alta pressão: ar comprimido de alta pressão é utilizado para dispersar os cavacos gerados durante a usinagem, evitando-se que os mesmo se acumulem sobre a aresta de corte.
Ar resfriado: ar resfriado é um método de usinagem que utiliza um sistema que direciona o ar resfriado a -30° ou menos diretamente à aresta de corte. Um gerador especial é exigido para forneceu a resfriado.
Usinagem com névoa de óleo: usinagem com névoa de óleo é o método de usinagem na qual uma mistura de ar comprimido em alta pressão com pequenas quantidades de fluido refrigerante é direcionada para aresta de corte. É necessária a utilização de um gerador especial para aplicação dessa mistura.